
_____________________________________________________________________________
_____________________________________________________________________________
Ремонт поршневой группы Д-240 трактора МТЗ-80
____________________________________________________________________________________________
Детали цилиндро-поршневой группы Д-240 трактора МТЗ-80 заменяют при
увеличенном расходе картерного масла или повышенном проникновении газов
в картер дизеля, замеренных диагностическими средствами. Если
диагностические параметры достигли значений, превышающих допустимые, то
дизель разбирают.
Для проведения технической экспертизы деталей снимают головку цилиндров
и поддон картера. Если после снятия головки на поверхности блока
обнаружатся трещины, то дальнейшую разборку прекращают, дизель снимают с
трактора и отправляют в ремонт.
При отсутствии явных дефектов демонтируют масляный насос, трубопроводы и
крышки шатунных подшипников, извлекают поршни в сборе с шатунами из
гильз цилиндров.
Среди деталей цилиндро-поршневой группы Д-240 трактора МТЗ-80 износу
наиболее подвержены: поршневые кольца, поршень, втулка верхней головки
шатуна, вкладыши шатунных подшипников, гильзы цилиндров (рис. 2.1.29,
2.1.30).
Диаметр гильзы замеряют (рис. 2.1.31) в месте наибольшего износа
верхнего пояса гильзы сначала в плоскости, параллельной оси коленчатого
вала, а
затем в плоскости качания шатуна. Гильзу заменяют при износе ее рабочей
поверхности более 0,4 мм на диаметр или при овальности и конусности,
превышающих 0,06 мм.
Диаметр юбки поршня измеряют в плоскости, перпендикулярной к отверстию
под поршневой палец (рис. 2.1.32). Кроме диаметра юбки, у поршня
контролируют зазоры по высоте между канавками поршня и поршневыми
кольцами (рис. 2.1.33). Если зазор между канавкой поршня и новым
поршневым
кольцом превышает допустимый размер, поршень заменяют.
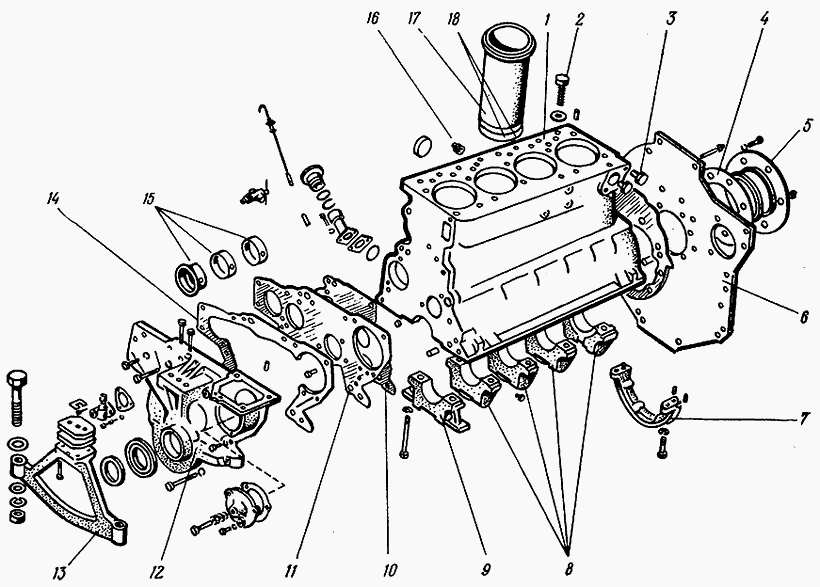
Рис. 2.1.29. Взаимное расположение деталей блока цилиндров Д-240
1 — блок цилиндров; 2 — болт; 3 — рым-болт; 4, 10, 14 — прокладки; 5 —
корпус сальника; 6 — задний лист дизеля; 7 — опора картера; 8 — крышки;
9 —
крышка коренного подшипника; 11 — щит; 12 — крышка шестерен; 13 — опора;
15 — втулки; 16 — пробка; 17 — гильза цилиндра; 18 — кольца гильзы
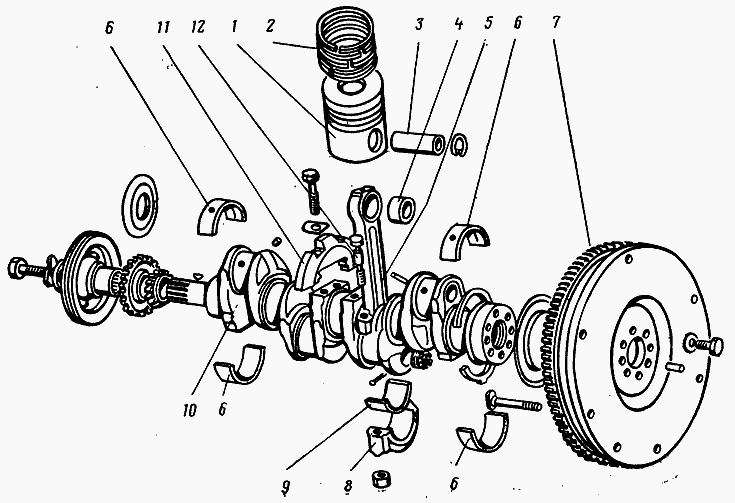
Рис. 2.1.30. Взаимное расположение деталей кривошипно-шатунной группы
1 — поршень; 2 — поршневые кольца; 3 — поршневой палец; 4 — втулка
верхней головки шатуна; 5 — шатун; 6 — коренной вкладыш; 7 — маховик; 8
—
крышка шатуна; 9 — вкладыш шатуна; 10 — коленчатый вал; 11 — противовес;
12 — болт
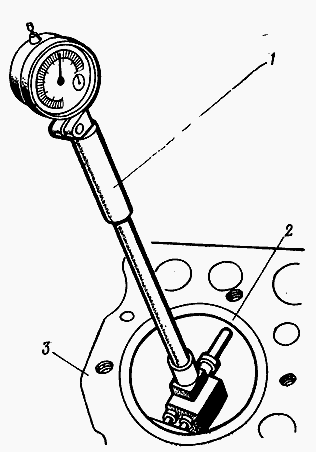
Рис. 2.1.31. Измерение диаметра гильзы цилиндра МТЗ-80
1 — индикаторный нутромер; 2 — гильза цилиндра; 3 — блок цилиндров
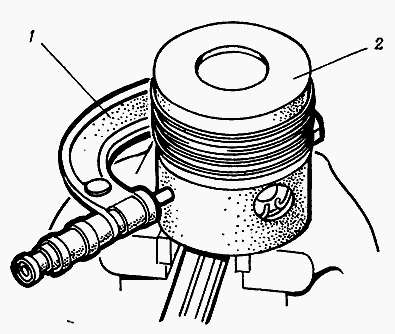
Рис. 2.1.32. Измерение диаметра юбки поршня
1 — микрометр; 2 — поршень
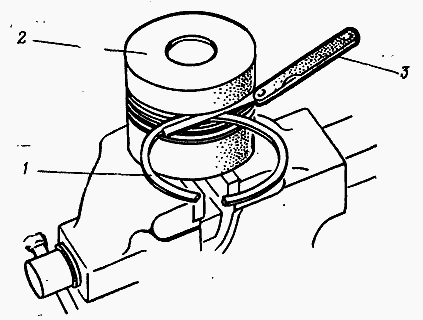
Рис. 2.1.33. Измерение зазора между канавкой поршня и поршневым кольцом
1 — кольцо; 2 — поршень; 3 — пластинчатый щуп
Основные показатели поршневой группы двигателя Д-240 трактора МТЗ-80
Зазор между юбкой поршня и гильзой цилиндра, мм:
- номинальный - 0,18—0,20
- допустимый - 0,26
Зазор в замке поршневых колец, мм:
- номинальный - 0,40—0,80
- допустимый - 4,0
Зазор по высоте между канавкой поршня и поршневым кольцом, мм:
- для компрессионных колец - 0,08—0,12
- для маслосъемных колец - 0,05—0,09
- допустимый - 0,30
Цилиндро-поршневую группу в сборе заменяют при зазоре (разности
диаметров) между юбкой поршня и гильзой, превышающем допустимое
значение.
Гильзы из блока выпрессовывают специальным съемником (рис. 2.1.34).
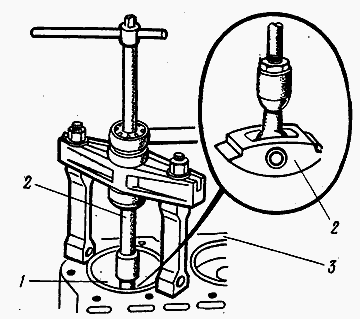
Рис. 2.1.34. Выпрессовка гильзы из блока цилиндров Д-240
1 — гильза цилиндра; 2 — съемник; 3 — блок цилиндров
Если диаметры гильзы и поршня в пределах нормы, рекомендуется
выпрессовать гильзу из блока, повернуть ее вокруг оси на 90°, так как
гильза и поршень
более всего изнашиваются в плоскости качания шатуна, и вновь
запрессовать гильзу в блок.
Поршневые кольца заменяют, если зазор в замке кольца превышает
допустимое значение при установке кольца в неизношенную верхнюю часть
гильзы.
Перед оборкой поршневой группы проверяют параметры поршневого пальца,
шатуна и состояние втулки верхней головки шатуна. Втулку заменяют при
увеличении диаметра отверстия под поршневой палец или ослаблении посадки
в верхней головке шатуна.
Поршневой палец и втулку верхней головки шатуна заменяют при зазоре
между пальцем и втулкой более 0,06 мм. Палец заменяют при овальности и
конусности более 0,02 мм. Изгиб и скручивание шатуна проверяют на
приборе КИ-724. При сборке шатуна в его верхнюю головку вначале
запрессовывают
втулку (рис. 2.1.36).
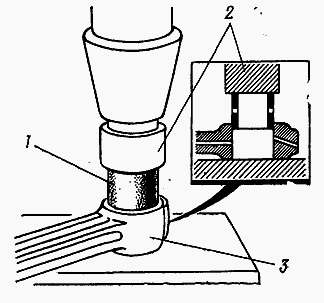
Рис. 2.1.36. Запрессовка втулки в верхнюю головку шатуна
1 —втулка; 2 — пресс; 3 — шатун
Чтобы подогнать отверстие втулки верхней головки шатуна под поршневой
палец, его обрабатывают регулируемой разверткой или раскаткой. Зазор
между
отверстием втулки верхней головки шатуна и поршневым пальцем должен быть
не более 0,03 мм.
Тонкостенные сменные вкладыши шатунных подшипников коленвала МТЗ-80
изготовлены с высокой точностью. Необходимый диаметральный зазор при
неизменной постели подшипника обеспечивается соответствующими диаметрами
шеек коленчатого вала. Поэтому вкладыши при ремонте дизеля заменяют
без каких-либо подгоночных операций и только попарно.
Не допускаются: замена одного вкладыша из пары; опиливание или шабрение
стыков вкладышей либо крышек подшипников; установка прокладок между
вкладышами и постелью, между крышкой и шатуном. При замене размерная
группа вкладышей должна соответствовать размерной группе шеек
коленчатого
вала.
Перед установкой новых деталей цилиндро-поршневой группы их подбирают по
размерным группам. Гильзы цилиндров сортируют на размерные группы по
внутреннему диаметру, а поршни — по наружному диаметру юбки в нижней
части. Поршни и гильзы цилиндров, устанавливаемые на один дизель, должны
быть одной размерной группы.
Размерные группы цилиндров и поршней дизеля Д-240
Группы/Диаметр гильзы цилиндра, мм/Макс. диаметр юбки поршня в нижней
части, мм
М - 110,00—110,02 / 109.88—109,90
С - 110,02—110,04 / 109.90—109,92
Б - 110,04—110,06 / 109,92—109,94
Обозначение размерных групп нанесено на нерабочем верхнем торце гильзы и
на днище поршня. Перед установкой гильзы в блок резиновые уплотнения
заменяют. Гильзу устанавливают, нанося легкие удары молотком по
ступенчатой оправке (рис. 2.1.37).
Если гильза входит в блок туго, то для ее запрессовки используют
специальное винтовое приспособление (рис. 2.1.38). По окончании
запрессовки намеряют
выступание бурта гильзы над поверхностью блока индикатором (рис.
2.1.39). Выступание бурта должно быть в пределах 0,065— 0,165 мм.
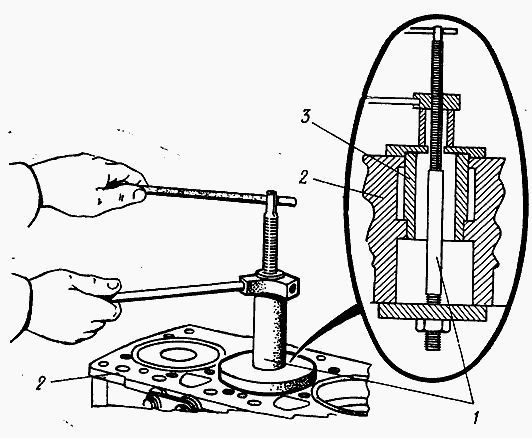
Рис. 2.1.38. Запрессовка гильзы цилиндра винтовым приспособлением
1 — приспособление; 2 — блок цилиндров; 3 — гильза цилиндра
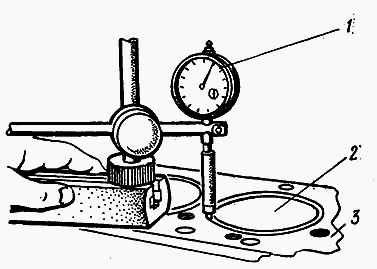
Рис. 2.1.39. Проверка выступания бурта гильзы цилиндра
1 — индикатор; 2 — гильза цилиндра; 3 — блок цилиндров
В случае утопания гильз допускается установка медных прокладок под бурт
гильзы. При подборе поршней обращают внимание на размерные группы
поршневых пальцев; их внутренняя поверхность и бобышка поршня
маркированы краской. Поршни и поршневые пальцы Д-240 трактора МТЗ-80
подбирают
одной размерной группы, что подтверждается одинаковой маркировкой.
Поршневой палец запрессовывают в поршень, предварительно нагрев поршень
в масле до температуры 70—80° С. Разность между массами шатунов в
сборе с поршнями, устанавливаемых на один дизельный двигатель, не должна
превышать 15 г.
Упругость поршневых колец проверяют на приспособлении МИП-100. При
зазоре в замках, равном 0,3—6,6 мм (рис. 2.1.41), упругость колец не
должна
превышать: первого (верхнего) — 60—82 Н, второго и третьего — 58—78 Н.
Поршневые кольца на поршень устанавливают в определенном порядке с
использованием приспособления, которое предохраняет кольца от случайных
поломок (рис. 2.1.42). Кольца, установленные в канавки поршня, должны
свободно перемещаться при поворачивании поршня и утопать в канавках под
действием собственной массы.
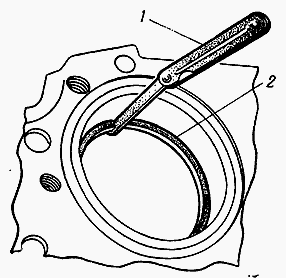
Рис. 2.1.41. Измерение зазора в замке поршневого кольца
1 — пластинчатый щуп; 2 — поршневое кольцо
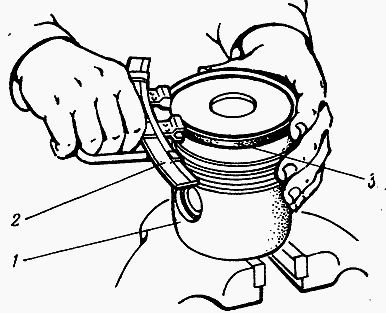
Рис. 2.1.42. Установка поршневого кольца
1 — поршень; 2 — приспособление; 3 — поршневое кольцо
Рис. 2.1.43. Конусная оправка для установки поршня
1 — поршень; 2 — оправка
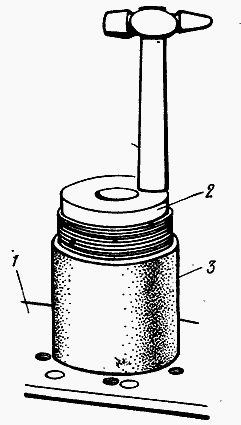
Рис. 2.1.44. Установка поршня с шатуном в блок цилиндров МТЗ-80
1 — блок цилиндров; 2 — поршень; 3 — оправка
Замки первого и третьего поршневых колец располагают в канавках поршня
под углом 180° относительно замков второго и четвертого колец.
Поршень в сборе с кольцами и шатуном обильно смазывают дизельным маслом
и посредством конусной оправки (рис. 2.1.43) устанавливают в гильзу
цилиндра, слегка постукивая по днищу поршня рукояткой молотка (рис.
2.1.44). Болты шатунных подшипников затягивают динамометрическим ключом
в два
— три приема.
Регулировочные данные при сборке дизеля Д-240
Момент окончательной затяжки гаек крепления головки цилиндров, Нм -
150—170
Момент затяжки шатунных подшипников, Нм - 140—160
Зазор между стержнем клапана и бойком коромысла (тепловой зазор) на
холодном дизеле, мм - 0,25—0,30
Поршень при нахождении в ВМТ не должен выступать выше поверхности блока
более чем на 0,5 мм. После установки поршневой группы и крышек
шатунных подшипников устанавливают масляный насос, его нагнетательные и
всасывающие трубопроводы и закрывают поддон картера.
Прокладку картера с двух сторон смазывают графитной пастой (40%
графитного порошка и 60% дизельного масла) или герметиком «Эластосил
137-83»; в
цилиндры заливают по 30—50 г дизельного масла. Прокладку головки
цилиндров с обеих сторон также смазывают графитной пастой.
Болты крепления головки затягивают динамометрическим ключом (рис.
2.1.45) в определенной последовательности (рис. 2.1.46) в два — три
приема. Затем
устанавливают штанги и оси коромысел в сборе с коромыслами.
Момент затяжки гаек крепления головки цилиндров и тепловые зазоры в
клапанном механизме должны соответствовать регулировочным данным при
оборке
дизеля МТЗ-80.
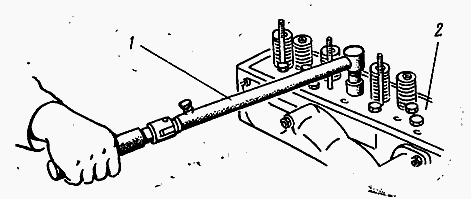
Рис. 2.1.45. Затяжка болтов крепления головки цилиндров Д-240
1 — динамометрический ключ; 2 — головка цилиндров
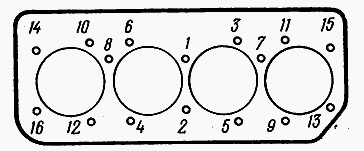
Рис. 2.1.46. Порядок затяжки болтов крепления головки цилиндров
_____________________________________________________________________________
__________________________________________________________________________
Сервис и регулировки МТЗ-82- Органы управления и приборы
- Работа с сельхозмашинами
- Техническое обслуживание дизеля Д-243
- Регулировки сцепления
- Рулевое управление
- Тормоза трактора Беларус
- Вал отбора мощности ВОМ
- Передний мост
- Ремонт переднего ведущего моста
- Гидравлическая система и задняя навеска
- Электрооборудование
- Техническое обслуживание
__________________________________________________________________________
__________________________________________________________________________
Эксплуатация и сервис МТЗ-82.1, 80.1, 80.2, 82.2
- Органы управления и приборы
- Управление коробкой передач и ВОМ
- Управление задней навеской
- Элементы кабины
- Элементы электрооборудования
- Сцепление
- Коробка передач
- Управление КПП и ходоуменьшителем
- Реверс-редуктор
- Задний мост трактора Беларус
- Блокировка дифференциала заднего моста
- Задний вал отбора мощности
- Тормоза трактора Беларус
- Пневмосистема
- ПВМ с коническими колесными редукторами
- ПВМ с планетарно-цилиндрическими колесными редукторами
- Привод ПВМ
- Ходовая система
- Гидрообъемное рулевое управление
- Гидроусилитель рулевого управления
- Гидравлическая навесная система
- Регулировки задней навески
- Кабина Беларус
- Техническое обслуживание
- Обслуживание двигателя
- Техобслуживание трансмиссии
- Сервисное обслуживание ПВМ
- Обслуживание гидросистемы и рулевого управления
- Обслуживание переднего моста
- Обслуживание пневмосистемы и тормозов
- Ремонт головки блока цилиндров
- Ремонт поршневой группы Д-240
- Ремонт топливной аппаратуры
- Ремонт пускового двигателя
- Ремонт рулевого управления
- Ремонт переднего моста
- Ремонт сцепления и понижающего редуктора
- Ремонт КПП
- Ремонт заднего моста
- Ремонт ВОМ
- Ремонт гидросистемы задней навески
- Ремонт электрооборудования
- Управление и приборы
- Коробка передач
- Сцепление
- Обслуживание двигателя Д-260
- Задний мост
- Рабочие тормоза
- Пневмооборудование
- Вал отбора мощности
- Передний ведущий мост
- Навесная гидросистема
- Электронное управление задней навеской
- Заднее навесное устройство
- Рулевое управление
- Органы управления и приборы
- Дизельный двигатель
- Сцепление и КПП
- Задний мост
- Тормоза
- Задний вал отбора мощности
- Передний ведущий мост
- Рулевое управление
- Навесное и сцепное устройство
- Гидросистема
- Электрооборудование
- Агрегатирование
- Блок-картер и кривошипно-шатунный механизм
- Механизм газораспределения
- Система питания дизельных двигателей
- Система регулирования тракторных двигателей
- Система охлаждения тракторных двигателей
- Система пуска дизелей
- Силовые передачи тракторов
- Трансмиссия трактора Т-150, Т-150К
- Ведущие мосты колесных и гусеничных тракторов
- Ходовая часть и управление трактора
- Ходовая и рулевое управление колесных тракторов