
_____________________________________________________________________________
_____________________________________________________________________________
Ремонт головки блока цилиндров МТЗ-80
____________________________________________________________________________________________
К основным дефектам головки блока цилиндров Д-240 трактора МТЗ-80 (рис.
2.1.16) относят: коробление плоскости разъема; износ внутренних
поверхностей направляющих втулок, рабочих фасок клапанов и седел
клапанов; трещины в перемычках клапанных гнезд; прогар посадочных мест
под уплотнения форсунок или их стаканов.
При проведении технической экспертизы пользуются основными показателями
и регулировочными данными деталей головки цилиндров и
газораспределительного механизма ГРМ.
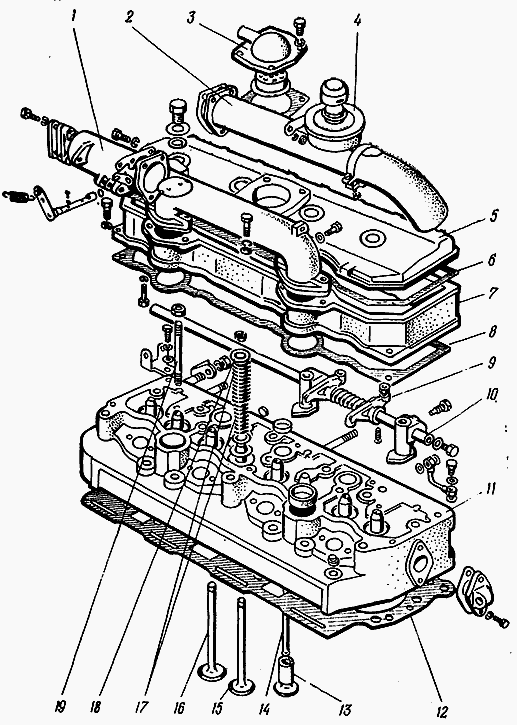
Рис. 2.1.16. Взаимное расположение деталей головки цилиндров
Д-240
1 — патрубок; 2 — труба; 3 — корпус сапуна; 4 — бачок; 5 — колпак; 6, 8
— прокладки; 7— крышка головки; 9 — коромысло; 10 — ось; 11 — головка
цилиндров; 12 — прокладка головки; 13 — толкатель; 14 — штанга; 15 —
клапан выпускной; 16 — клапан впускной; 17 — пружины клапана; 18—
тарелка
клапана; 19 — шпилька
Основные показатели и регулировочные данные деталей головки цилиндров и
ГРМ Д-240 трактора МТЗ-80
Выступание стержня клапана, мм:
- номинальное - 56,0
- допустимое - 57,2
Перемещение клапана, мм:
- номинальное - 10,2
- допустимое - 9,0
Отклонение от плоскостности поверхности головки, мм, не более - 0,15
Утопание тарелки клапана, мм:
- номинальное - 0,4—0,7
- допустимое - 1,8
Допустимый внутренний диаметр втулки клапана, мм - 11,10
Допустимая сила сжатия (упругость) наружных клапанных пружин до рабочей
длины - 148
Рабочая длина наружной пружины, мм - 54,0
Допустимая сила сжатия (упругость) внутренних клапанных пружин до
рабочей длины, Н - 74
Рабочая длина внутренней пружины, мм - 48,5
Допустимый диаметр стержня клапана, мм - 10,85
Внутренний диаметр втулки коромысел, мм - 19,02—19,05
Диаметр оси коромысел, мм - 18,98—19,00
Утопание тарелок клапанов в гнездах головки без снятия ее с блока
цилиндров можно определить по выступанию стержней всасывающих клапанов
относительно поверхности головки.
Для этого поочередно устанавливают поршни в ВМТ такта сжатия и измеряют
расстояние от торца стержня клапана до головки. Если выступание стержня
клапана превышает допустимую величину, то это свидетельствует о
предельном износе тарелок клапанов и их седел.
Одновременно можно определить степень износа кулачков распределительного
вала. Для этого прокручивают коленчатый вал дизеля до полного открытия
клапана (при установленном для холодного дизеля тепловом зазоре) и
замеряют расстояние от торца стержня клапана до головки.
По разности расстояний, измеренных при закрытых и полностью открытых
клапанах, определяют перемещение каждого клапана.
Если перемещение
клапана
ниже допустимого значения, распределительный вал дизеля МТЗ-80 заменяют.
После этих замеров головку снимают с дизеля и подвергают дальнейшей
экспертизе.
Замеряют отклонение от плоскостности поверхности головки (рис. 2.1.17).
Если отклонение от плоскостности превышает допустимое значение, то
головку
заменяют; если отклонение в пределах нормы, то проверяют состояние седел
клапанов по утопанию тарелки нового клапана (рис. 2.1.18).
При утопании тарелки клапана более допустимого размера головку заменяют.
Если утопание в пределах нормы, то головку разбирают и ремонтируют.
Сухари клапанов и клапанные пружины снимают приспособлением ОР-9913
(рис. 2.1.19). Если седло клапана имеет трещины, то головку заменяют.
Снятые
клапаны маркируют, а затем замеряют диаметр стержня (рис. 2.1.20),
проверяют биение тарелки клапана и изгиб стержня (рис. 2.1.21).
Биение фаски тарелки и изгиб стержня относительно оси клапана не должны
превышать 0,03 мм. При наличии следов износа, прогаров, раковин на
фасках
клапанов рабочую поверхность фасок обрабатывают на шлифовальных станках
Р-108 (рис. 2.1.22) или ОР-6686.
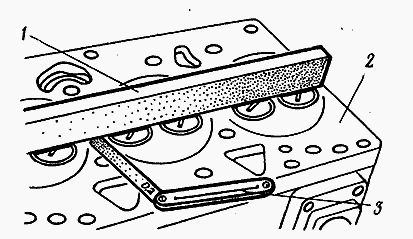
Рис. 2.1.17. Измерение отклонения от плоскостности поверхности головки
блока цилиндров Д-240
1 — поверочная линейка; 2 — головка цилиндров; 3 — щуп
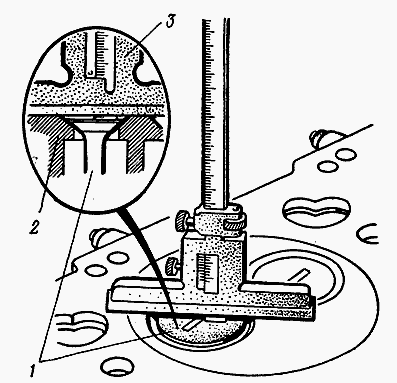
Рис. 2.1.18. Определение утопания тарелки клапана
1 — клапан; 2 — головка цилиндров; 3 — штанген-глубиномер
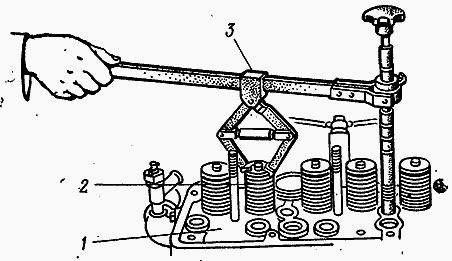
Рис. 2.1.19. Снятие сухарей клапанов и клапанных пружин
1 — головка цилиндров; 2 — клапанная пружина; 3 — приспособление ОР-9913
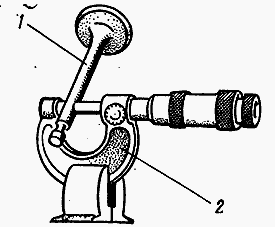
Рис. 2.1.20. Измерение диаметра стержня клапана Д-240
1 — клапан; 2 — микрометр
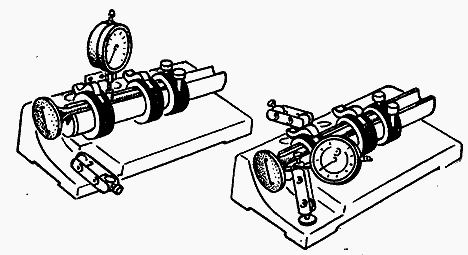
Рис. 2.1.21. Измерение изгиба стержня и биения фаски тарелки клапана
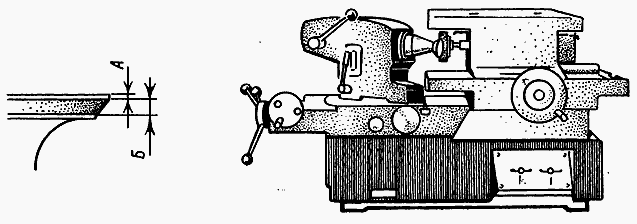
Рис. 2.1.22. Шлифование рабочей поверхности фаски клапана
Фаску впускного клапана шлифуют под углом 60°, выпускного — под углом
45°. После выведения следов износа ширина цилиндрической части тарелки
клапана А должна быть не менее 0,5 мм, а ширина притертой матовой
полоски на фаске клапана Б — не более 2 мм.
Направляющую втулку клапана заменяют при износе поверхности отверстия
под стержень клапана до диаметра, превышающего допустимое значение, или
при ослаблении посадки втулки в головке. Измерение диаметра отверстия
направляющей втулки клапана показано на рис. 2.1.23.
При замене направляющую втулку выпрессовывают (рис. 2.1.24). Новую
втулку подбирают с наибольшим допуском по наружному диаметру, смазывают
эпоксидным клеем без наполнителя и запрессовывают в головку специальным
(болтом (рис. 2.1.25).
После установки направляющих втулок седло клапана обрабатывают
планетарно-шлифовальным приспособлением ОПР-1334А (рис. 2.1.26).
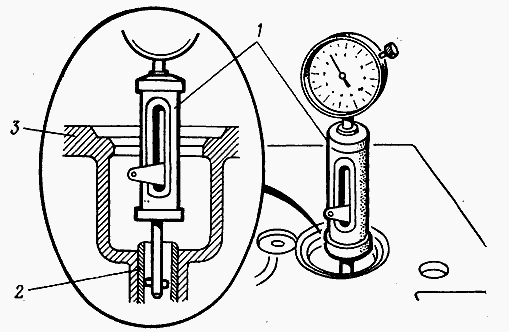
Рис. 2.1.23. Измерение диаметра отверстия втулки клапана МТЗ-80
1 — индикаторный нутромер; 2 — направляющая втулка клапана; 3 - головка
блока цилиндров
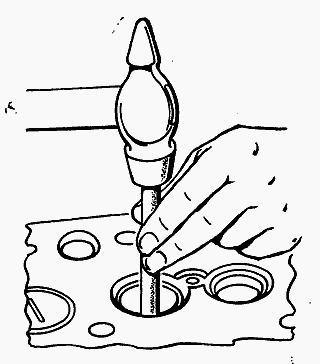
Рис. 2.1.24. Выпрессовка направляющей втулки клапана
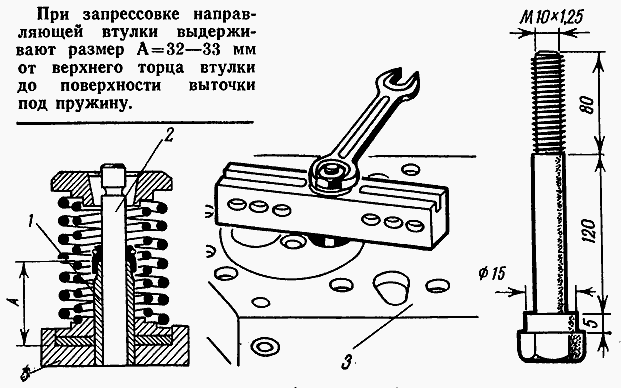
Рис. 2.1.25. Запрессовка направляющей втулки клапана
1 — направляющая втулка; 2 — клапан; 3 — головка блока цилиндров
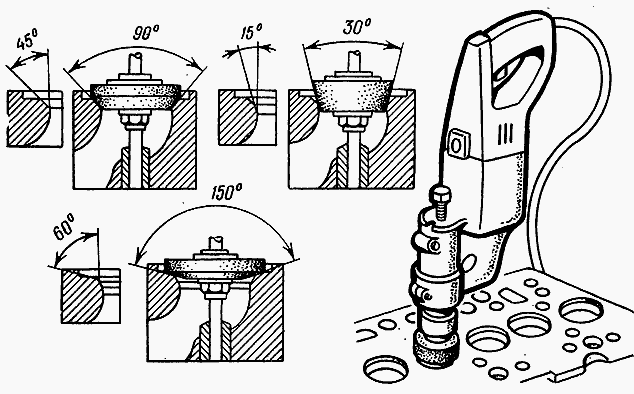
Рис. 2.1.26. Обработка седла клапана в головке блока цилиндров МТЗ-80
При рисках, раковинах, прожогах на рабочей фаске седла первоначально
фаску шлифуют до выведения следов дефекта и проверяют состояние седла по
утопанию тарелки нового клапана. Если утопание не превышает допустимого
размера, то седло продолжают обрабатывать.
Нижнюю кромку рабочей фаски седла в головке цилиндров обрабатывают
шлифовальным кругом с углом конуса 150°, а верхнюю кромку — 60°. Ширина
рабочей фаски седла для впускных клапанов должна быть 2,0—2,5 мм для
выпускных — 1,5—2,0 мм.
После обработки тарелки клапана Д-240 и седла их взаимно притирают. Если
ремонту были подвергнуты все клапаны и седла, то притирку ведут на
ставке
ОПР-1841 А.
При ремонте одного-двух клапанов притирку ведут пневматическим
приспособлением 2213 (рис. 2.1.27), используя пасту из смеси
микропорошка М20 с индустриальным или моторным маслом.
В процессе притирки клапан периодически вращают и приподнимают. Время от
времени проверяют состояние притирающихся фасок клапана и седла.
Верхняя кромка матовой полоски рабочей фаски должна располагаться на
расстоянии не менее 0,5 мм от цилиндрической части тарелки клапана.
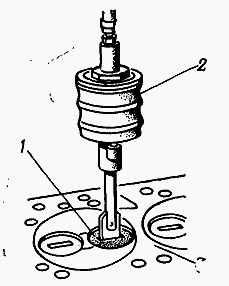
Рис. 2.1.27. Притирка клапана к седлу
1 — клапан; 2 — приспособление 2213; 3 — головка цилиндров
Если матовая полоска окажется значительно ниже или выше указанного
расстояния, то седло снова обрабатывают шлифовальными кругами с углом
конуса
60 и 150° и снова притирают клапан к седлу.
Перед сборкой клапанов Д-240 трактора МТЗ-80 проверяют длину и силу
сжатия клапанных пружин на приспособлении МИП-100. Если параметры пружин
выходят за допустимые значения, то пружины заменяют.
В некоторых случаях для компенсации длины и силы сжатия пружин под них
устанавливают специальные шайбы, толщину которых можно определить по
формуле: для впускного клапана А = В—1,3 мм; для выпускного клапана А =
В—1,8 мм, где В — утопание клапана, замеренное после ремонта седла
клапана.
После сборки клапанов выступание сухарей над плоскостью тарелки пружины
должно быть не более 0,5 мм, утопание — не более 1,3 мм.
Для контроля герметичности клапанов впускные и выпускные каналы головки
цилиндров заполняют керосином, который не должен просачиваться в течение
1,5 мин.
Перед установкой оси коромысел в сборе проверяют техническое состояние
каждого коромысла. При наличии на бойках коромысел углублений более 0,3
мм поверхность бойка шлифуют до выведения следов дефекта.
Отклонение от
параллельности рабочей поверхности бойка коромысла допускается не
более 0,05 мм. При необходимости проверяют диаметр отверстий втулок
коромысел. Зазор между втулкой и осью коромысел допускается не более
0,15 мм.
- Органы управления и приборы
- Работа с сельхозмашинами
- Техническое обслуживание дизеля Д-243
- Регулировки сцепления
- Рулевое управление
- Тормоза трактора Беларус
- Вал отбора мощности ВОМ
- Передний мост
- Ремонт переднего ведущего моста
- Гидравлическая система и задняя навеска
- Электрооборудование
- Техническое обслуживание
__________________________________________________________________________
__________________________________________________________________________
Эксплуатация и сервис МТЗ-82.1, 80.1, 80.2, 82.2
- Органы управления и приборы
- Управление коробкой передач и ВОМ
- Управление задней навеской
- Элементы кабины
- Элементы электрооборудования
- Сцепление
- Коробка передач
- Управление КПП и ходоуменьшителем
- Реверс-редуктор
- Задний мост трактора Беларус
- Блокировка дифференциала заднего моста
- Задний вал отбора мощности
- Тормоза трактора Беларус
- Пневмосистема
- ПВМ с коническими колесными редукторами
- ПВМ с планетарно-цилиндрическими колесными редукторами
- Привод ПВМ
- Ходовая система
- Гидрообъемное рулевое управление
- Гидроусилитель рулевого управления
- Гидравлическая навесная система
- Регулировки задней навески
- Кабина Беларус
- Техническое обслуживание
- Обслуживание двигателя
- Техобслуживание трансмиссии
- Сервисное обслуживание ПВМ
- Обслуживание гидросистемы и рулевого управления
- Обслуживание переднего моста
- Обслуживание пневмосистемы и тормозов
- Ремонт головки блока цилиндров
- Ремонт поршневой группы Д-240
- Ремонт топливной аппаратуры
- Ремонт пускового двигателя
- Ремонт рулевого управления
- Ремонт переднего моста
- Ремонт сцепления и понижающего редуктора
- Ремонт КПП
- Ремонт заднего моста
- Ремонт ВОМ
- Ремонт гидросистемы задней навески
- Ремонт электрооборудования
- Управление и приборы
- Коробка передач
- Сцепление
- Обслуживание двигателя Д-260
- Задний мост
- Рабочие тормоза
- Пневмооборудование
- Вал отбора мощности
- Передний ведущий мост
- Навесная гидросистема
- Электронное управление задней навеской
- Заднее навесное устройство
- Рулевое управление
- Органы управления и приборы
- Дизельный двигатель
- Сцепление и КПП
- Задний мост
- Тормоза
- Задний вал отбора мощности
- Передний ведущий мост
- Рулевое управление
- Навесное и сцепное устройство
- Гидросистема
- Электрооборудование
- Агрегатирование
- Блок-картер и кривошипно-шатунный механизм
- Механизм газораспределения
- Система питания дизельных двигателей
- Система регулирования тракторных двигателей
- Система охлаждения тракторных двигателей
- Система пуска дизелей
- Силовые передачи тракторов
- Трансмиссия трактора Т-150, Т-150К
- Ведущие мосты колесных и гусеничных тракторов
- Ходовая часть и управление трактора
- Ходовая и рулевое управление колесных тракторов